





Компания Fresmak была основана 10 апреля 1967 года в небольшом промышленном городке Сарауц на севере Испании с целью производства фрезерных станков, получивших свое название от баскского языка «Fresadora Makinak», что означает «фрезерные станки». Один из партнеров связывается с г-ном Францем Арнольдом, немецким инженером, который разработал механические и гидравлические системы высокого давления в тисках. Он присоединяется к Fresmak в качестве делового партнера и, таким образом, начинает производство первых в мире тисков высокого давления, которые называются тисками ARNOLD. 1987 г. FRESMAK патентует свои тиски ARNOLD MAT, чтобы удовлетворить потребности машин на рынке. Для фрезерных станков и закрытых обрабатывающих центров требовались более компактные машинные тиски. 1996 г. FRESMAK расширяет свои производственные мощности за счет высокопроизводительных обрабатывающих центров, таких как обрабатывающие центры Mori-Seiki, удваивая свои мощности для удовлетворения быстро растущего спроса на тиски во всем мире.
2008 г. FRESMAK открывает в США коммерческий офис ARNOLD Workholding INC. FRESMAK патентует свои тиски AUTOMAT. FRESMAK получает поддержку от CDTI (Центр промышленного технологического развития) для проекта под названием «Автоматизация и роботизация зажимных систем». 2012 г. FRESMAK участвует в европейском проекте Dynamill, направленном на обработку тонкостенных деталей, возглавляемом Институтом Фраунгофера и девятью другими европейскими партнерами. Проект ориентирован на обработку лопаток турбин. FRESMAK подписывает соглашение с американской компанией ZAGAR о коммерциализации своей продукции. FRESMAK создает дочернюю компанию в Индии под названием Fresmak ARNOLD Precision Engineering Pvt Ltd для поддержки продаж и услуг на индийском рынке. 2013 В сотрудничестве с Институтом Полимат и Университетом Страны Басков FRESMAK разрабатывает проект под названием «Проектирование и разработка проекта химико-механического зажима для аэронавтики», субсидируемый CDTI. FRESMAK подписывает коммерческое соглашение с BROWN и HOLMES о коммерциализации своей продукции в Великобритании.
Продукция компании Fresmak

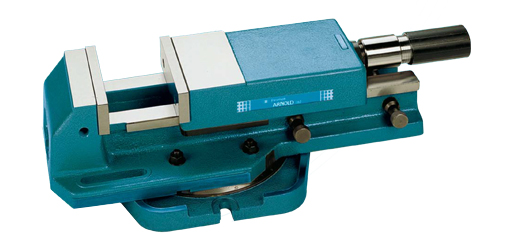
Тиски высокого давления ARNOLD CLASSIC
Тиски высокого давления ARNOLD CLASSIC обеспечивают зажимное усилие до 80 кН. Точность 0,01 мм повторяемости зажима. Моноблочная конструкция позволяет избежать деформаций из-за высокого давления и обеспечивает большую жесткость и надежность. Усилие, прилагаемое шпинделем высокого давления, передается на заготовку прямо в центре зажимной губки. Большая апертура до 375 мм и 845 мм, если корпус состоит из двух частей. Усилие зажима составляет 25/40/50/80 кН в зависимости от модели. Шпиндели ARNOLD CLASSIC могут использоваться независимо от тисков в качестве силового зажимного элемента в зажимном приспособлении. Оснащен гидроусилителем высокого давления, который не требует внешнего источника питания. Регулятор мощности необязательный. Доступен вариант с двумя прямыми тисками.

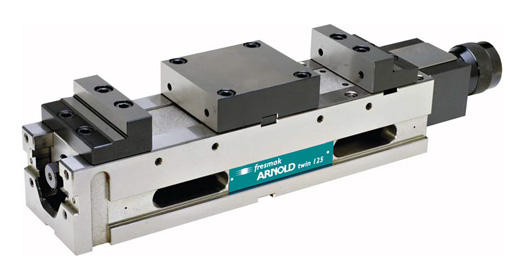
Тиски ARNOLD TWIN высокого давления
Тиски ARNOLD TWIN высокого давления могут зажимать две детали одновременно. Точность 0,01 мм повторяемости зажима. Подходит для работы на горизонтальных и вертикальных обрабатывающих центрах. Шлифование всех поверхностей с параллельностью и перпендикулярностью 0,02 мм. Возможные рабочие положения: опираясь на основание, сбоку или вертикально на голове. Боковые окна для быстрой очистки внутренней части от тисков. Усилие зажима составляет 25/50 кН, в зависимости от типоразмера.
Специальные части. Возможность работы с обработанными мягкими губками в соответствии с формой заготовки. Оснащен гидроусилителем высокого давления, который не требует внешнего источника питания. Угловая отвертка для зазора ручки по запросу. 6 различных типов зажима, меняющие положение стандартных губок: либо путем поворота боковых губок и установки ступенчатой губки посередине, либо путем установки любой из центральных губок на боковых шкафах на ручку. Чтобы зажать отдельную заготовку, поместите ее в Станцию II.
Третий ручной механизм. Функция, которая позволяет сначала зажать одну заготовку, а затем другую, что позволяет установить ее в вертикальном положении. Работа третьей руки: Поворачивая рукоятку, переместите подвижную губку I к заготовке, находящейся на станции I, до тех пор, пока она не будет зажата. Удерживая поворот, переместите подвижную губку II к заготовке, находящейся на станции II, до тех пор, пока она не будет зажата. Продолжая поворот, включите усилитель и начните зажимать с высоким давлением.

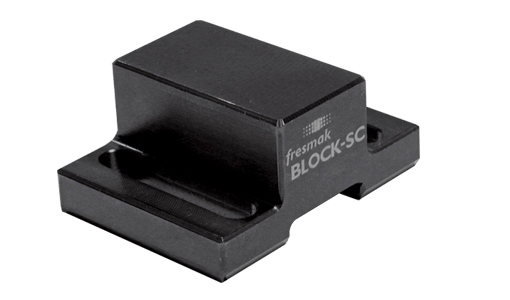
BLOCK-SC ГИДРАВЛИЧЕСКИЙ
Гидравлические статические блоки достигают давления от 16 до 40 кН при мощности подачи 120 бар. Диапазон хода 6 и 8 мм. Актинонирование с двойным эффектом. Точность повторяемости 0,020 мм. Длинные гиды. Все основные компоненты закалены. Основные поверхности отшлифованы. Полностью компактный и полностью защищенный от сколов. Полная система смазки. Каналы для смазки в основной губке и корпусе. Подача масла для обработки и смазки может производиться с боков или от основания корпуса. Гидравлическое питание до 120 бар.
Работа. Система зажима клина с гидравлическим приводом: увеличение гидравлической силы осуществляется за счет воздействия на клинья. Эти клинья отшлифованы, чтобы придать набору жесткость и точность.

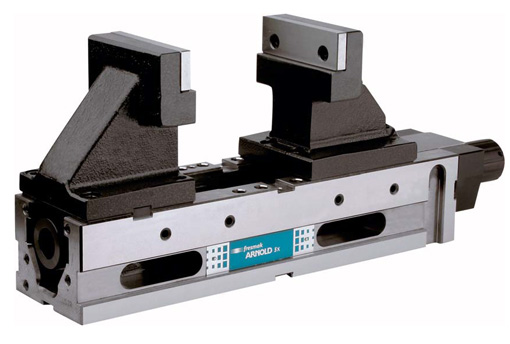
ARNOLD 5X МЕХАНИЧЕСКИЙ
ARNOLD 5X высокого давления оснащены зажимом как можно дальше от корпуса и, следовательно, от рабочего места станка. Точность 0,01 мм повторяемости зажима. Разработан в двух размерах M и L с регулируемым усилием до 30 кН в самой верхней части. Незаменим для узкоспециализированных процессов обработки, таких как титан и алюминий, которые требуют совершенно разных усилий зажима. Они сохраняют свою постоянную длину независимо от размера заготовки и специально разработаны для использования в 5-осевых обрабатывающих центрах. Для этой модели не требуются внешние элементы, необходимые для достижения высокого давления, которые обычно усложняют 5-кратную обработку. Регулятор мощности доступен в размере M. Оснащен механическим усилителем высокого давления. Боковые окна для быстрой очистки и удаления стружки. Доступны индивидуальные губки в соответствии с формой обрабатываемой детали.

Oleo-DYNAMIC шпиндельный CLASSIC
В этой модели нет сцепления. Подход к заготовке перед приложением высокого давления осуществляется рукояткой. Он имеет автоматическое движение вперед и назад на 4 мм. Этот шпиндель требует внешнего источника масла под высоким давлением. Вдобавок сила, которую обеспечивает этот шпиндель, прямо пропорциональна давлению внешнего масла. Чтобы получить усилие зажима 4/5/8 тонн, давление масла должно составлять 500 бар. Это цилиндр одностороннего действия и по этой причине имеет только одно входное и выходное отверстие. У этого отверстия есть поворотный адаптер, чтобы избежать запутывания подающей трубы при повороте ручки. Этот шпиндель специально разработан для зажима групп деталей, а также деталей с шероховатой поверхностью или очень длинных деталей, зажатых несколькими тисками. Его внешнее программируемое питание делает его очень полезным при автоматизации систем обработки.
Другие производители












